




Основна функция
1. Първоначално ръководство: когато започне непрекъснатото леене, фиктивната глава на пръта се запечатва с медната форма, за да се образува първоначалната обвивка на заготовката, която издърпва заготовката в машината за изтегляне.
2.Предаване на опън: издържа на напрежението на машината за изправяне на изтегляне (обикновено 20~100 тона), за да се гарантира, че заготовката се изтегля непрекъснато и стабилно.
3. Безопасно отделяне: когато заготовката се втвърди до достатъчна якост, фиктивната лента и заготовката се отделят автоматично, за да се избегне повреда на оборудването.
Видове
1. Твърда фиктивна щанга: Интегрална отливка или заварена стоманена конструкция, висока якост, без движещи се части, подходяща за заготовки, правоъгълни заготовки и друга проста повърхностна машина за непрекъснато леене.
2. Полу-твърда фиктивна греда: сегментиран шарнирен дизайн, позволяващ локално огъване, подходящ за машина за непрекъснато леене на плочи (необходимо е да се адаптира към промяната на съотношението на ширината-дебелина)
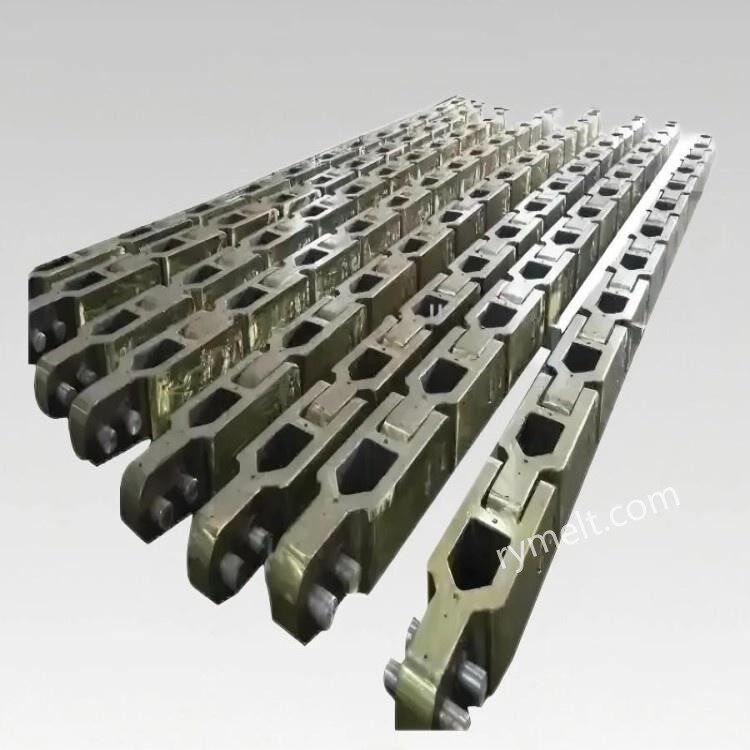
3. Гъвкава фиктивна щанга: структура тип верига или пластинчата пружина, приложима към дъгова / овална машина за непрекъснато леене (като дъгова машина с малък радиус)
Структура и ключови компоненти на фиктивна лента
1. Материал на пръта: устойчива на висока-температура-легирана стомана (напр.. 42CrMo), с устойчиво на топлина- покритие (напр. Al₂O3), напръскано върху повърхността.
2. Секция на пръта: правоъгълна (за плоча) или кръгла (за заготовка), ширина/диаметър 200~600 mm.
3. Механизъм за заключване на бразда тип лястовича опашка: за реализиране на бързо запечатване с медна форма (налягане на запечатване, по-голямо или равно на 5MPa).
4. Графитен инкрустиран блок: намалява адхезията със заготовката, лесно се отделя.
5. Водеща ролкова група: разположена от двете страни на пръта за индуциране на слитък-, използваща-охлаждащи се с вода ролки (температура на повърхността на ролката По-малка или равна на 150 градуса), за да се осигури прецизна траектория на движение.
6. Охладителна система: вътрешна тръба за водно охлаждане (налягане на водата 0,6~1,2MPa) за предотвратяване на деформация при висока температура.
7. Механизъм за освобождаване: хидравлично тласкащо устройство (тяга 50 ~ 200 kN) или механични челюсти, за реализиране на бързото отделяне на заготовката и фиктивната щанга.
Редовна поддръжка
1. Проверка на геометричните размери: Измервайте праволинейността на -индуциращия прът всеки месец (отклонение по-малко или равно на 1 mm/m) и износването на главата (по-малко или равно на 3 mm).
2. Проверка на уплътнението: на тримесечие тествайте налягането на охлаждащата тръба (спад на налягането По-малко или равно на 5% за 30 минути).
3. Функционален тест: симулирайте действие на отделяне (2 пъти годишно), проверете времето за реакция на хидравличната/механичната система (По-малко или равно на 2 секунди).
Често срещани проблеми и противодействия
1. Отклонение в подравняването на фиктивната щанга: износване на водещата ролка или изместване на инсталацията на медна форма, сменете втулките на водещата ролка, лазерно калибриране на позицията на медната форма.
2. Неуспешно освобождаване: недостатъчно хидравлично налягане или блокиран механизъм на щипката, проверете предпазния клапан на хидравличната станция, почистете направляващата релса на щипката
3. Глава, залепнала за заготовката: загуба на графитен блок или недостатъчно охлаждане, сменете блока с графитена вложка, оптимизирайте потока на охлаждащата вода.
4. Огъване и деформация на тялото на пръта: концентрация на топлинно напрежение или неразумна опора за съхранение, увеличаване на междинната опорна точка и ремонт чрез горещо изправяне.
Избор и използване на препоръки
1. Подходящ тип машина за непрекъснато леене: предпочитана полу-твърда фиктивна щанга за машина за непрекъснато леене на заготовки, избрана твърда фиктивна щанга за машина за непрекъснато леене на заготовки.
2. Balance between capacity and maintenance: high operating rate production line (>85%) се препоръчва да използват мобилно устройство за съхранение, за да подобрят ефективността на оборота.
3. Работилницата с нисък и среден капацитет може да избере фиксиран стелаж за съхранение + редовна аутсорсинг поддръжка, намаляване на първоначалната инвестиция.
Фирмата ни има дългогодишен опит в производството и търговията с фиктивни пръти, с професионален и технически персонал, съобразен с индивидуалните нужди на клиентите, производство и обработка. Данните за параметрите по-горе могат да се използват за справка, ако имате специфични нужди, моля не се колебайте да се свържете с нас.


